

相关问题
联系我们
手机:18678865989
电话:0531-88901661 88902662
传真:0531-88022130
网址:www.donetai.com
地址: 山东济南历城区幸福连城国际激光谷2号楼
您现在的位置:网站首页 > 产品问答 > 立式包装机问答
| 包装机的工艺调试 | |
| 责任编辑: 日期:[2014-8-22 9:42:39] 共阅[]次 来源: | |
包装机的运行状态和包装质量的好坏,除了与执行机构动作协调性、有效性有关以外,还在很大程度上受到工艺参数、工艺条件的合理性和稳定性所影响。例如灌装机尽管动作配合得很好,但如果其液位不稳定,来料时多时少,压力时高时低,瓶子供给时断时续的话,则其包装工作是无法进行的.所以,包装机的物料和包装材料的供给是否正常;充填装置的定量装置是否准确:温度、压力、液位的控制是否稳定。包装材料的牵引、封口条件是否适当;安全保护装置是否可靠等,所有这些条件都可能对包装机的正常工作产生极大影响。在进行试机时,上述这些方面都必须进行调试,才能使包装机的工作状态正常. 一、包装机供料量的调试 供料量应与包装实际速度相适应. (一)特动式供料器的调节 一般转盘式、转鼓式、带式、链式的供料装置调节供料的方法有二:①改变转盘、转鼓、胶带、链条的运动速度,这可通过调节驱动它们的无级奔速器去实现,②调节料层厚度,可由改变括板、闸板的位置来控制,‘前者调节量较大,属于粗调,而后者则作为细调. (二)振动始料. 润节振动给料器可以通过改变振频或振幅的方法去调节给料量.机械式振动给料器调节偏心振子的偏心距或转速便可改变振幅或振频.电磁式振动给料器最简单的方法是改变振幅,只要控制输入激振磁铁线圈的电压,便可调节电磁激振力的大小,振幅也随之改变了。 (三)液体给料器的调节 用离心泵输送液体的给料量调节最为简单,只要调节进料阀就可以了.用容积式泵输送粘稠修状物料的装里就不能用阀门调节给料量,只能够用改变柱塞泵的行程或改变电动机的转速去调节,改变行程也就是改变其曲柄诈杆机构的偏心距,可变偏心距的曲柄上设有导轨和滑块,移动滑块的位置便可改变偏心距。电动机的变速方法很多,可用直流电动机调速,也可借助无级变速器调速。还有一种液体给料装置是不用泵的,而是利用压力差使机外的贮料糟自动向灌装机供料。方法是同时向贮料槽和灌装机贮液罐的液面输入压缩空气,以空气压力调节阀分别控制这两个容器液面之间的压力差,压力差增大,供料量使增大,压力差减小,供料量便减少。灌瓶压盖机的浮球阀液位控制装置就是‘个典垫例子.这在下面再作介绍。 二、包装机充填量的调试 包装机物料的充填量必须准确。定量方法有容积定量、称重定量和计数定量三种。容积定量又分为标准量杯定量和包装容器本身定量两种。应分别测量和记录每个包装头的实际充填量是否符合规定,然后逐个地进行调整。 (一)量杯定量的充填量调节量杯的充填量决定于量杯的直径和有效高度。大多数量杯都是直径不变而高度可调的。其结构有套管式,柱塞式、开孔式、虹吸式或排气管式多种。伸缩量杯上的套筒或量杯内的柱塞;改变量杯溢流孔的位置和改变虹吸管或排气管口的高度等都可改变量杯的实际容量. (二)容器定量的充填量调节 这是靠包装容器本身容积去定量,机器只能控制对容器充填的液面高度.这显然是一种比较粗略的定量方法,啤酒、汽水装瓶机就是来用这种定量方法的,要求灌装后瓶内液位都一样高.应对每个灌装头编号,分别测量充填液位高度并作好记录。如果大多数都不符合要求时,可适当调节环形导轨上的充气撞块位置,以改变等压过程的时间;也可调节排气撞块的位置,改变瓶内降压关闭液阀的时间以调整对瓶内的注液量。如发现只是个别灌装头充填量不合格时,可调节这个灌装阀侧面的排气针阀的开度,以改变这个阀的瓶内降压关阀的速度和时间,必要时还可改变这个阀中心排气管的伸出长度或适当调节这个阀内平衡弹簧的张力,使其在瓶内压力变化时能提前或延后关闭注液阀. (三)称重定量的充填调节 机械称重可以调节祛码,电子秤则要调节电子调节器上的重量给定值和校正值,使检重传感器发出的检重讯号与给定值相对比,然后输出一个偏差讯号,经放大后去操纵给料机构改变电子秤的物料流量。每个包装头的充填量还要通过斗式等分格去截取,等分格要求转速稳定、等分准确,但其本身对称重定量是不起调节作用的。 (四)计量定量的充填调节 冲头式和推板式的计数定量,因为受到运动机构所约束,所以其充填量基本上是不可调节的。模板式和容腔式计数定量,如果要改变其充填量的话,必须要更换新的计数元件,即更换不同孔数的模板或不同几何尺寸的计量容腔。 三、对包装机工作温度、压力的调节 有些包装机对工作温度有一定要求,如洗瓶机、喷淋杀菌机等,洗瓶机的预浸、浸泡、冲洗液的温度对洗涤效果和破瓶率都有很大影响,如图所示为XP-165洗瓶机的温度一时间关系图。 啤酒喷淋杀菌机是采用巴氏杀菌法,用不同温度的热水喷淋已充填封口的啤酒瓶.使瓶内的鲜啤酒逐渐升温、保温和降温,杀死活的醉母菌而成为熟啤酒以延长保存期.杀菌温度为60度。保温时间不少于15Min.在这个温度的前后要逐渐升温和降温,否则瓶子会爆破。 四.液位的调试 液体包装机要求有稳定的液位,一般都是通过液面浮球阀或液面电极来控制液位。常压式灌装机多采用浮球直接控制逃液阀,调节浮球杠杆上的变位螺钉,即可调整控制液位的高低.液面电极与机壳绝缘,一般装设两根电极,一根控制高液位,一根控制低液位.低压电路一端接在电极上,另一端接在机壳上,借助液体的导电性使液面成为浮动触点.当液面升高到与高液位电极接通时,继电开关线圈通电,触点闭合,使电磁阀关闭停止进液。当液位下降到离开低液位电极时,控制电路断开,使另一个常闭式继电开关闭合而打开进液阀。调节电极的位置便可控制液位的高低. 压力或真空式灌装机,是借助浮球控制通入机内贮液缸的压缩空气或真空的启闭,来改变机内贮液缸与机外贮液罐之间的压力差以控制液位。当液位太高时,高液位浮球打开压缩空气阀使机内贮液缸压力升高而减少压力差,使进液量减少或停止;当液位太低时,低液位浮球打开真空阀使机内贮液缸压力下降而增大压力差,使进液量增加.调节浮球杠杆上的变位螺钉可改变开关气阀的位置,便可调节液位的高低.
五、包装材料牵引力和移动速度的调试 袋装机的包装材料为纸卷、塑料薄膜或复合薄膜等。薄页包装材料的牵引方式有滚轮式、夹板式、真空吸头式和摩擦带式等,其牵引力的大小必须适当。牵引力不足,薄页包装材料会打滑、横封间距就不规则而造成废品;牵引力过大,薄页包装材料会起皱甚至断裂.调节牵引力的方法是调节滚轮、夹板或摩擦带轮座上的压力弹簧;或者是调节吸头的真空度。使牵引装置作用在薄页材料表面上的正压力改甄 其牵引摩擦力也就改变了。 除了适当调节牵引力之外,调节牵引装置的位移速度使之能很好地配合封口的操作要求也是十分重要的。气动式牵引装置可调节气路上的节流阀、延时器或时间继电器来控制气缸的移动速度、运动时间和间歇时间。滚轮式牵引装置应精细地调节牵引滚轮或纵封辊的无级调速器,以控制其牵引速度。摩擦式牵引装置可调节其伺服电动机的转速或调节电磁转差离合器的磁场强度,以改变摩擦皮带的线速度。如用光电检控商标位置的,应注意光感元件的安装位置是否配合横封器的动作,必要时适当移动光感元件的位置.
六.包装机安全保护装置的调试 包装机常见的安全保护装置有超压、超温、过载等保护装置. ( 1)超压保护。有安全阀或压力继电器、溢流阀等。当受压容器内压力超过规定限度时,安全阀便自动打开而排气降压;压力 a电器则自动vi,断电源而停机护溢流阀则自动排出液体而降压,当压力已降至规定限度之内,这些保护装置即自动闭合而恢复正常工作.调试时,可根据容器额定工作压力的1.25倍去调定上述压力保护装置的控制压力. ( 2)超温保护曰实质上这是一个温度继电器.当测量温度的温包受到过高温度时,温包内的易挥发液体即蒸发而压力升高,顶起继电器的鼓膜,压缩平衡弹簧,迫使触点脱开而切断电源;当温度降低到规定范围时,温包内压力下降,平衡弹簧使触点重新闭合而接通电源。调节平衡弹簧的张力,即可改变超诲保护装置的控制温度. (3)过载保护。亦可称为安全离合器.它安装在可能出现运动受阻而发生扭矩超载的轴上.当这根轴超载时,安全离合器的弧形坑内的滚柱便滑出,迫使滑套产生轴向位移 压缩平衡弹簧触动行程开关,切断电源而自动停机。调节平衡弹簧的张力便可改变安全离合器所控制的最大扭矩。调试时,可用软性障碍物制动这根轴,试验安全离合器能否起保护作用,如教作不灵可适当调节平衡弹簧或调整行程开关的距离。如果仍不灵活,可将配合滚柱的圆弧适当锉平滑些,使滚柱能顺利滑出. ( 4)卡瓶保护。灌装机进瓶机构因瓶子倒伏或个别瓶子形状尺寸不规范引起卡住时,在分隔螺旋的旁边有一块活动挡板将被挤压,触动行程开关而停机。调试时可调节块活动挡板的平衡弹簧和行程开关的距离,使之能起到保护作用。 | |
| 下一篇:企业使用包装机的目的是什么? | 上一篇:食用油灌装机反败为胜的标志是跨国销售 |
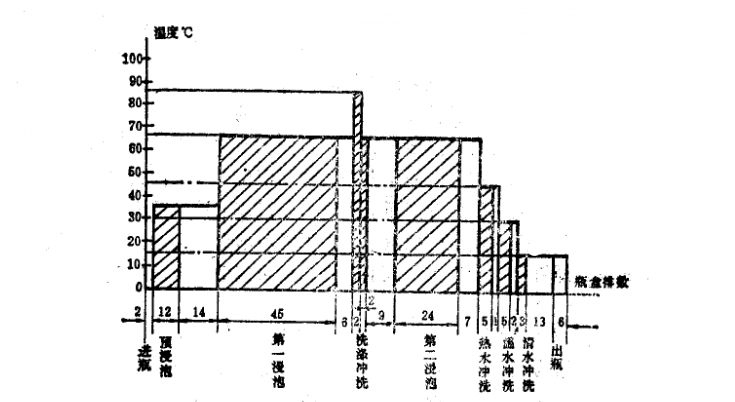 洗瓶机与喷淋杀菌机各区段的水温,都是靠温度自动调节器控制输入加热蒸汽量来调节的。进行温度调试时应当用水银温度计进行校验,检查各段水的温度是否符合调节器给定的控制温度。如早偏低,可调节阀盘上的调节螺母, 有些包装机对压力有一定要求。如灌装压力,压缩空气压力等。调节压缩空气压力的方法是调整气压管路上减压阀,或调节压缩空气机贮气罐上的压力继电器给定值.
洗瓶机与喷淋杀菌机各区段的水温,都是靠温度自动调节器控制输入加热蒸汽量来调节的。进行温度调试时应当用水银温度计进行校验,检查各段水的温度是否符合调节器给定的控制温度。如早偏低,可调节阀盘上的调节螺母, 有些包装机对压力有一定要求。如灌装压力,压缩空气压力等。调节压缩空气压力的方法是调整气压管路上减压阀,或调节压缩空气机贮气罐上的压力继电器给定值. 