

�������
��ϵ����
�ֻ���18678865989
�绰��0531-88901661 88902662
���棺0531-88022130
��ַ��www.donetai.com
��ַ�� ɽ�������������Ҹ����ǹ��ʼ����2��¥
�����ڵ�λ�ã���վ��ҳ > ��Ʒ�ʴ� > ��������װ���ʴ�
| ȫ�Զ���װ��Ӧ��ʵ�� | |
| ���α༭�� ���ڣ�[2014-8-7 9:13:34] ����[]�� ��Դ�� | |
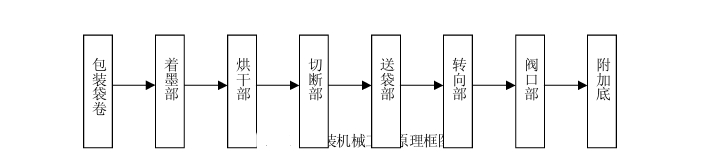
���������Կɱ�̿�����Ϊ���壬���ģ���������ټ��������¶ȴ�����������ģ���Լ���������ɵ��Զ�����ϵͳ��ȫ�Զ���װ���еõ��˹㷺Ӧ�á����Ľ�ͨ��ȫ�Զ���װ���ĵ���Ӧ�õ���Ӳ����Ʒ������������ڰ�װ��⡢���������е�Ӧ�����Ƽ��������̡� ����Ҫ�㣺 �� ����ȫ�Զ���װ�����ڵĹ���ԭ�� �� ����ȫ�Զ���װ������Ҫ���������ͼ �� STEP 7 Micro/WIN 32 ���������ʹ�÷��� �� ʹ��S7-200 ϵ��ȫ�Զ���װ���Ķ�ʱ��ָ���ʹ�÷��� �� ������ƺ͵��Գ���ķ��� 1.����ȫ�Զ���װ�����ڵĹ���ԭ�� ������ֽ�����ϱ�Ĥ�����ϲ���Ϊ��װ���ϵ������ߵõ�Խ��Խ�㷺��Ӧ�ã����ĵ�ȷ�����Ե���Ϊ�ؼ����ر����ڶ༶�������ͬ�����п����У���������������ٻ��ٵĹ�����Ҫ��༶��������ܹ���ʱ��ͬ�����С�������ȫ�Զ���װ�������߿���ϵͳ�����Ϊ����������PLC��ͬ������ϵͳ�е�Ӧ�á����Բ���PLC��װ��е�����Զ����ơ�Ҫʹ�Զ�ģ��ѹ�ۻ��Ȱ�װ���еʵ�ֵ���ϵͳ���Զ������ƣ���Ҫ������ļ̵�D�Ӵ�������ϵͳ�еĴ���������ת�Ƶ�PLC��ʵ�֣��̵�D�Ӵ�������ϵͳ�����ؼ���Ϊֻ����һЩ��Ҫ�ĵ���������ϵͳ����ΪPLCϵͳָ�����������ִ���ߡ� ��װ����һ������Ƶ㡢�ഫ���ĸ��ӻ�е����װ�ã�������װ���Ĺ����������¡�
�����ź������ϵͳͨ���ڶ����������Լ�������źŽ����ۼӣ�ͬʱ����װ����ֽ��װ�����ֶ�����ť�Ĵ���״̬������������ڶ����������ۼ�ֵN2�ﵽ800���������źŷ������������� 800 ����Ʒ��ǰϵͳ���ֶ�����ť�Ĵ���պϣ���ִ���ֶ��������������ۼ�ֵ Nl ���㡣ͬʱֹͣ�����ź��������ڶ����������ۼ�ֵ N2 �ﵽ 800���������źŷ������������� 800 ����Ʒ����ϵͳ��δ���ֶ�����ť��3S279���Ĵ���պϣ���δִ���ֶ�������������ϵͳ��װ����ֽ��װ���ϵ�ͣ����ť��3S272������ͣ��ָ�ͬʱ�ڶ����������㡣 �ٴ������豸�ڶ����������¿�ʼ�����������ۼ�ֵN2���� 800 ǰ��δ���ֶ�����ť�Ĵ���գ����ٴ�ͣ����ֱ��ִ���ֶ�������Ϊֹ���ṹ��ͼ��ʾ�� 2. ȫ�Զ���װ������ϵͳӲ�����
ȫ�Զ���װ������ϵͳ��Ҫ����������λ����PLC����Ƶ���ȡ����ǵ�ѡ�������ڱ�֤���ܵ�ǰ���¾����ܵ�ѡ��ɿ��Ըߺ�ʹ�÷���IJ�ƷΪ���ݡ��ڽ���Ӳ�����֮ǰ����Ҫ�Կ��ƶ���Ϳ����������ͳ�ƺͷ�����Ȼ��ȷ��ϵͳ�Ĺ�ģ�����ͺ����á���ͳ�ƣ��ð�װ������ϵͳ��Ҫ�������µIJ�ͬ���ʵ� I/O �㣬����������ģ���������ټ������ȣ�����һ�㶼��Ҫ���ٶȿ��ơ���λ���ơ��¶ȿ��ƣ��Լ����ؿ��Ƶ�һЩ��Ϊ��ȷ�Ŀ��ƹ��ܡ� ���ݶ�������������ķ�����ѡ���������ӹ�˾����С��PLCϵͳS7-200�����������е�����Ҫ���Ӧ�ã���ģ�黯�����ŷ��Ƚṹ���Լ�����ʵ�ֲַ��������û����յ��ص㣬ʹ���Ϊ���ִ�С��ģ���е�����Ҫ���������ķ����־��õķ�����S7-200 ϵ�������еĶ������ܵ����� CPU �ͷḻ�Ҵ�������㹦�ܵ� I/O ��չģ�飬ʹ�û�������ȫ����ʵ��Ӧ��ѡ����ʵ�ģ�顣�������ģ���������Ӹ���ʱ�������ģ���PLC������չ��SIMATIC S7-200���߱��ĸߵ�ż����Ժ�ǿ����������ԣ���ʹ�������ߵĹ�ҵ������Ӧ�ԡ������к�ǿ�ļ������������Ƶ�ָ���ͨ��MPI �ӿڣ������ڸ��ٵĹ��̴�����
| |
| ��һƪ����װ���Ļ�е�����Զ��� | ��һƪ��С��Һ���װ��ո¶ͷ�����г� |