

联系我们
手机:18678865989
电话:0531-88901661 88902662
传真:0531-88022130
网址:www.donetai.com
地址: 济南市临港区机场路3843号
您现在的位置:网站首页 > 产品问答
| 热成型包装机的工作原理 | |
| 责任编辑: 日期:[2014/8/29 9:47:41] 共阅[]次 来源: | |
一、 热成型包装机概述: 把聚氯乙烯或聚二氯乙烯等热塑性硬质塑料片加热软化,并用真空吸塑或冲头冲压等办法将塑料片成型为容纳物料的容器,并经冷却定型,然后装入物料。再与一层涂有粘接剂的铝箔或玻璃纸、复合材料等热封在一起,后裁剪,完成包装。能实现这一系列工作(有的不带裁剪)的包装机称之为热成型包装机。 此类包装机初是为包装药片、胶囊、针剂等而设计的。包装品成泡罩状(故有泡罩包装之称),透明可见,对药品的保存、携带、服用均很方便,如下图所示。
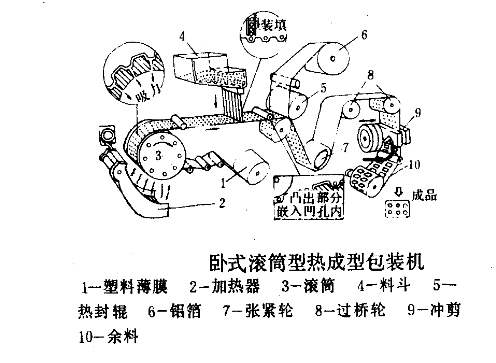
包装方法现在已发展到能包装任意形态的任意物料。热成型得到的容器也已不只是小泡罩状,而可以是较大的盘状、杯状、碗状,用以包装食品、日用品、电气元件等。这种包装具有重量轻、密封性好、‘适应性强、透明可见、装箱不用另加缓冲材料、便于销售和消费等优点,故近年来发展较快。与此相适应,热成型包装机近年来也发展很快。 二、热成型包装机种类及其应用 根据结构布局、被包装物形状、大小的不同和生产率的高低等,可将热成型包装机分为多种机型。 1.高速卧式热成型包装机 下图所示为卧式滚筒型热成型包装机。
塑料薄膜1被加热器2辐射加热后,在真空滚筒3上成型为泡状容器,在运动过程中冷却。几经过料斗4下方时进行物料充填,再到热封辊5处与铝箔热封。然后经过张紧轮7、过桥轮8运动到冲裁部位进行裁剪,成品输出,余料被辊卷起来回收。该机的热但冲裁是间歇进行的,因此设张紧轮,过成型、装料、热封都是在连续运动中进行的,但冲裁是间歇进行的,因此设张紧轮,过桥轮作为缓冲区。这种包装机的工作速度可达7m/min,包装物料速度达3000粒/min适用于单一品种的大量包装。 2.步进式大容器热成型包装机 薄膜在工位1加热,在工位2拉伸成型,在工位④充填物料,在工位⑤进行热封(可以抽气或充气后再密封),在工位⑥冲剪。后输出产品,将包装材料余料收回。 3.立式小型热成型包装机
立式小型热成型包装机,属于这一类型的还有国产的LSB一1型等。这种包装机的工作程序是:热成型、充填、热封一~一冲裁,把热成型、充填、热封组合在一起了。成型辊筒与热封辊筒直接对滚,在两辊筒上方有一进料斗进行充料。因此这种包装机结构紧凑、占地面积小,生产效率高。这也是立式包装机的特点。 三、热成型方法 在热成型包装机上都有一个对塑料薄膜进行加热成型和冷却定型的问题,热成型方法的选择直接影响包装质量和生产率高低。热成型方法按成型时作用力的不同可分为以下几种: 1.气压成型法 气压成型法是利用加热软化之薄膜两面的气压差进行成型。它又分为真空吸塑式和压缩空气式两种。 2.冲模成型法 冲模成型法是将预先加热软化的薄膜(或模具本身对薄膜加热)放在凸、凹模之间,‘随模具的闭合而成型,再冷却定型,如图4一117所示。这种方法效率高,成型精确,可成型大尺寸的容器,如盘子、杯子等。 四、热封方法 对于聚氯乙烯与铝箔的热封采用辊式或板式两种方法。铝箔上涂有一层热熔性粘接剂,加热温度为100~130℃。温度过高会使容器变形,并影响被包装物,过低不能使粘接剂充分熔化,影响粘接强度。 为了提高粘接强度并美化外观,要在热封辊或热封板上刻上网状花纹或点状花纹。 五、包装材料的选择 塑料薄膜的选择对成型质量有直接影响,因此要求塑料薄膜要有较好的成型性能,如成型温度范围要大,流动性要好,收缩性要小等等。满足这些要求的材料主要有聚氯乙烯、聚乙烯、聚丙烯、聚偏二氯乙烯等,以及它们的复合产品。 覆盖层材料除用铝箔外,也可用塑料薄片、玻璃纸或复合纸板等。 对粘接剂的要求是无毒、无味、不透气、不透水、熔化温度低、粘接强度适当。常用的有聚氨脂树脂加聚二氯乙烯等。
| |
| 下一篇:包装机的故障处理 | 上一篇:制袋―充填―封口包装机的工作原理 |